
How to size a KANBAN based on stock level?
In this type of KANBAN we need to define the inventory level which allows production in order to satisfy the demand. The sizing can be done in different ways. An easy solution is to start with the Re-Order Point (ROP) formula:
Minimum quantity to order = Average Lead Time in time unit * Average Demand for a time unit
where:
- Lead Time is the time to get the first piece of the reference produced from equipment;
- Demand is the demand during this Lead Time.
In our case the Lead Time mainly depends on the quantity to produce, the cycle time and the change over time. 2 cases can be considered:
- the change over time is the main contributor of the Lead Time. It means that we can neglect the production time in the Lead Time so the quantity to produce may eventually be defined each time we have to produce;
- cycle time to produce a quantity can not be neglected in the Lead Time: in this case it is better to fix the quantity to produce.
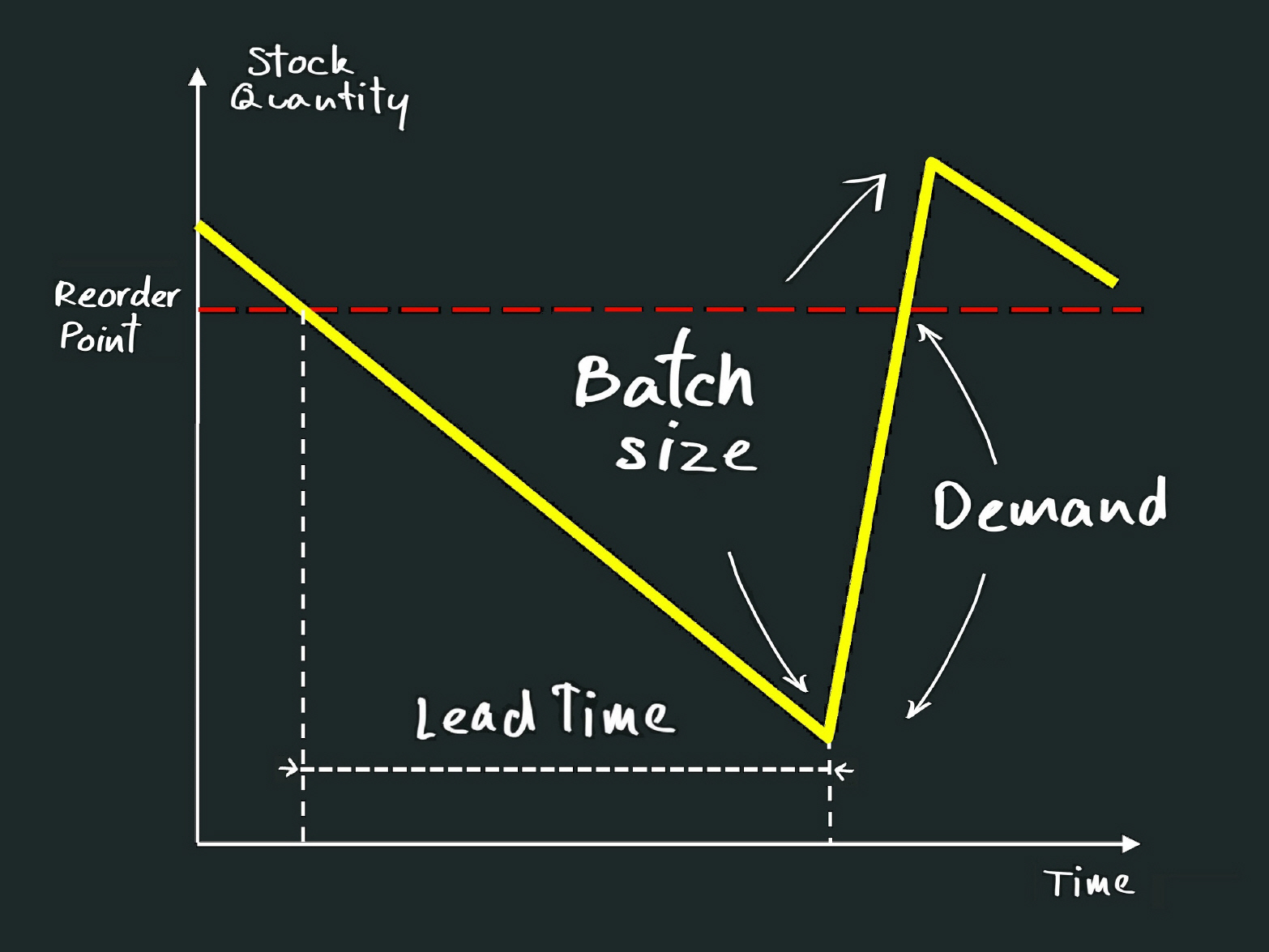
The quantity to produce has to be equal at least to the demand during the Lead Time.
The inventory level which trigger production has to be defined to protect the customer consumption during the Lead Time. This inventory value is called the Re-Order Point.
The quantity to produce has to be at least equal to this level of inventory if we do not want to have a shortage during the next consumption cycle. In fact this quantity depends also on the number of references produced by this equipment as we will show later.
Perfect world and real world:
1 - The Safety Stock
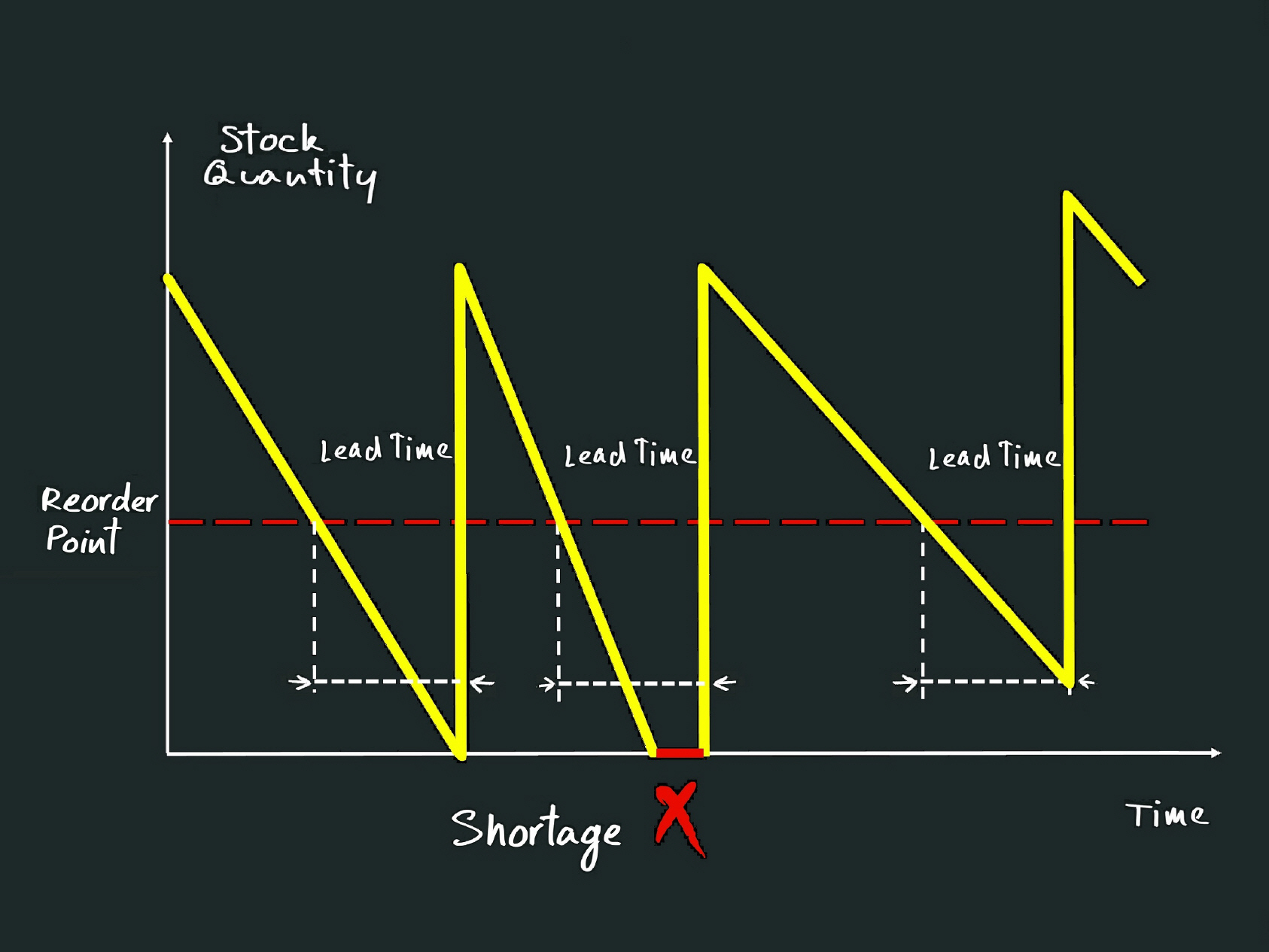
Real world
If the demand varies, the ReOrder Point cannot be the same for each cycle.
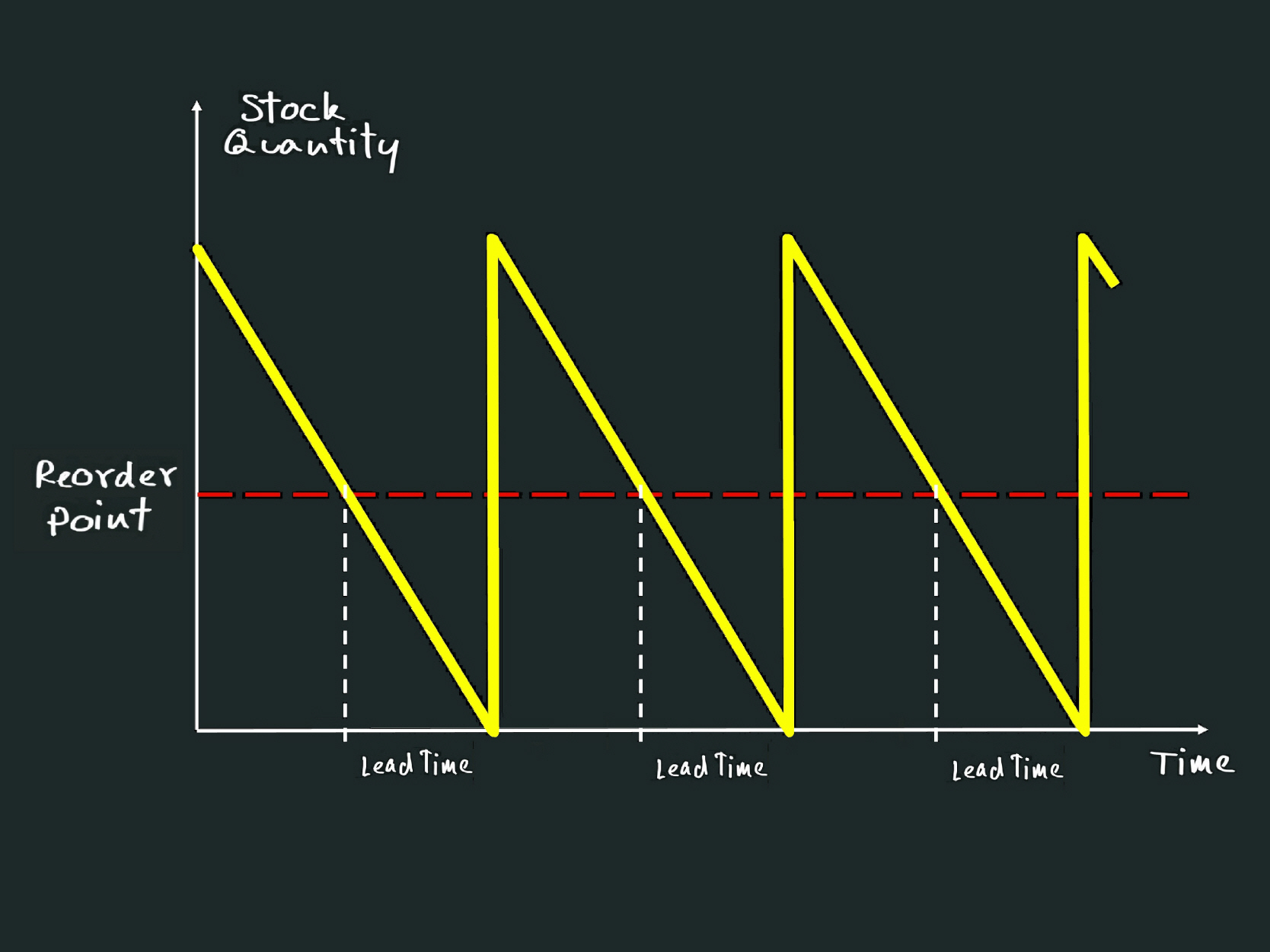
Perfect world
With a smooth demand, the inventory is going to change like it is showed.

In the real word, in order to secure the system, we have to increased the ROP by a Safety Stock which represents the maximum extra demand versus the average that we can have during the Lead Time.
2 - The Production Lead Time
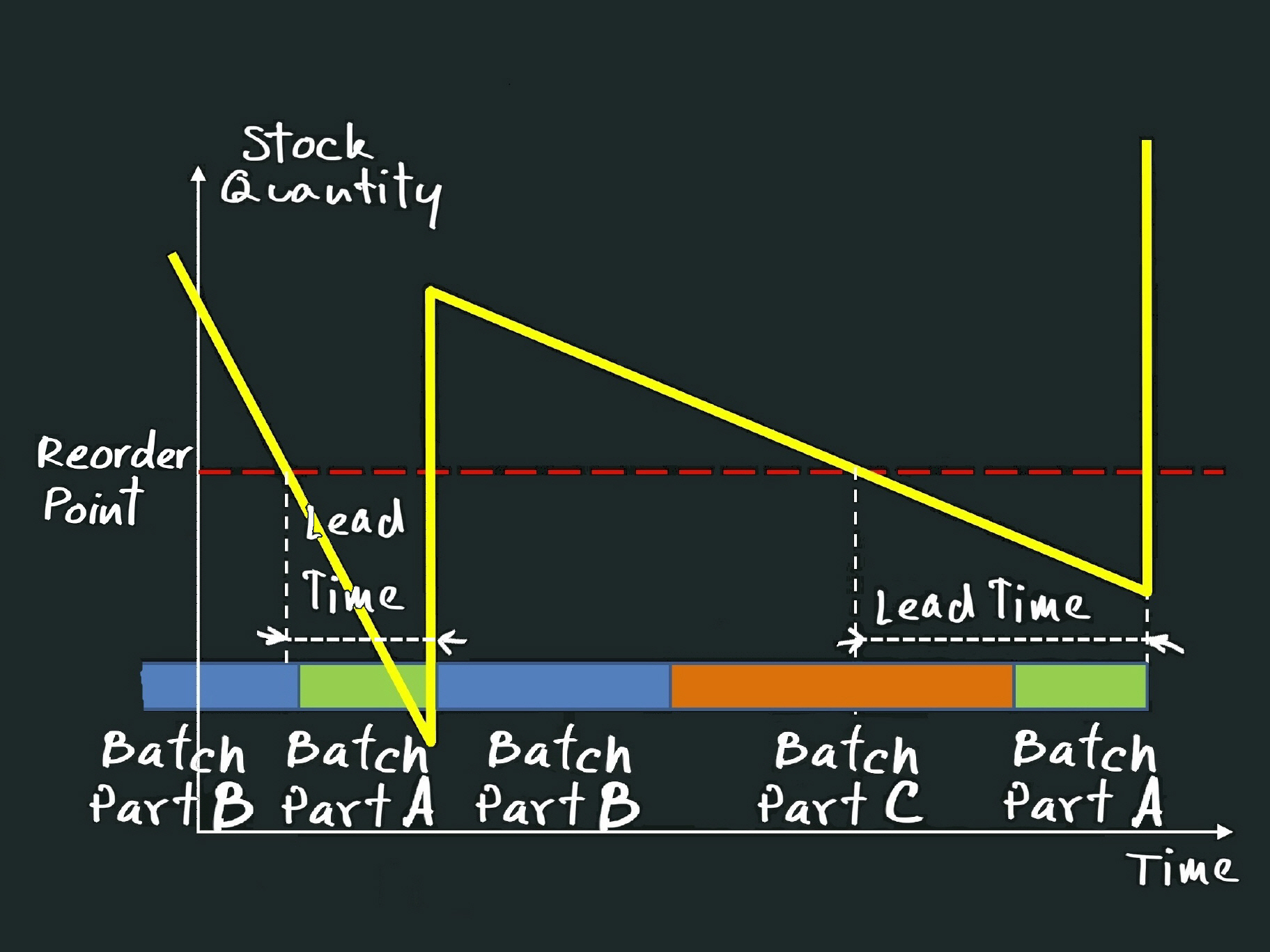
The Lead Time may vary if the equipment produces multiple references. In this example, when the inventory reaches for the first time the Re-order Point , the equipment is producing a batch of Part B. The second time, a batch of Part C is in process. So the Production Lead Time has also to include not only the time to produce the part A but also an extra time equal to the queue of the batch already in process and eventually batches already scheduled.
This example leads also us to define better the batch size: it has to be at least equal to the demand during the time to produce all the batches of the references scheduled.
A detailled explanation is given in the chapter KANBAN Sizing.
 |
|
|
|
|
Please rank this page by clicking on the stars.
