
Kanban batch size
The best batch size is 1!

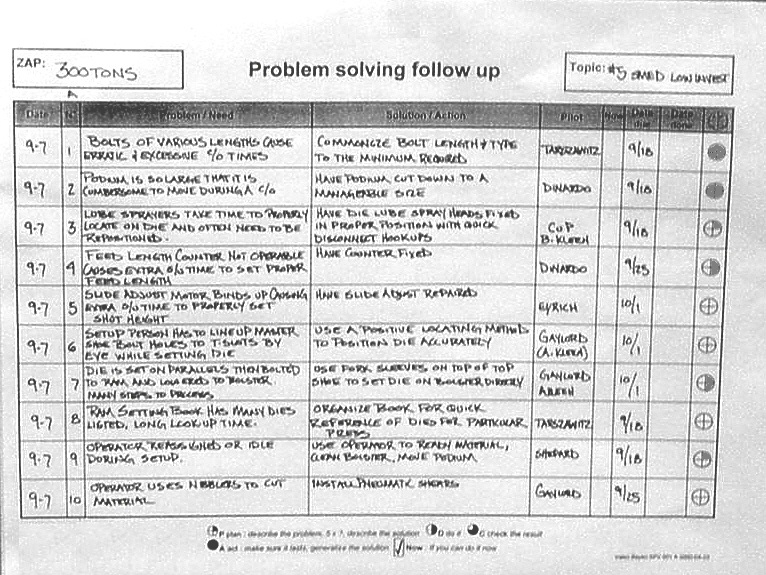
SMED workshop
It is very important to formalize the workshop opening as well as its completion. A display can be used showing the team, expectations, planning and actual results. An action plan updated at least each week as to be posted as well (see below).
Of course this remark is true but if you want to use a KANBAN process it is because you cannot achieve this goal. Why?
- it is not effective: your change over time is too long or costly;
- you do not have the capacity to change over all the time;
- both reasons.
Change over Time
It means that you have to put under control the activity of change over by formalizing and standardizing the change over tasks.
SMED workshops can help to do it and understand what needs to be done in order to reduce the overall time of it.
To be able to size a KANBAN, change over times have to be known and reproductible.
Time allocated for change over
When they are known, you have to allocate a time for change overs within the production period in hours or, and it is better, in % of this period.
Then, based on the knowledge of the following data:
- the change over time for the produced references;
- the % of the operating time allocated to change over for the production line.
You are ready to calculate your batch size... if you know how you want to organize your production.
% of operating time used for change over has to be defined. It is a pre-requisite to size correctly a KANBAN based on consumption
Production organization
How are you going to organize your production? 2 solutions exist:

Fixed batch time
Your change over is done by a shared resource between multiple production lines. For example in a molding press activity you can have a set-up operator allocated to multiple presses. In this case, if you do not want to lose production time and optimize your ressource, you have to fix the batch time in order to schedule the activity of the operator. Indeed, it is impossible for set-up operator to have an activity smoothed if change over times are different and if he/she have to manage multiple presses. The main consequence of this choice of organization is the risk to produce a high level of inventory for low runners.
Learn more:




Fixed batch coverage
You have a dedicated resource to change over for one production line either this resource is always available when it is necessary to change over. In this case it is better to size your batch size in order to produce always a homogeneous coverage for all references managed in KANBAN and optimize inventory. This is typically the case of a manual assembly line where operators have to stop when the change over occurs.
Learn more:

In both cases, when you are using a Kanban based on consumption, you must set for each reference or family of references a fixed batch size. It is the best way to:
- respect the constraint of same batch time for the first case or the same coverage for the second;
- be able to organize the production. Indeed, line feeding is easier when quantity to deliver is fixed. Scheduling procurement of raw material can even takes in account these constraints by including minimum quantities to keep in stock for the related raw material.
You can consider a fixed batch size for a family of references when they can be produced one after the other without a significant change over time between each other.
For example:
A production line produces different armatures. These armatures are using the same shaft but the diameter of the copper wire is different as well as the number of wire turns around the shaft. The change over time associated to the change of wire diameter is 20 minutes, the other to change the number of wire turns is negligible versus the previous one. In this case you can consider a batch size for all the references having the same wire diameter.
 |
|
|
|
|
Please rank this page by clicking on the stars.




